

巢湖专业固控设备定制

泥浆搅拌器波轮可使搅拌液产生涡旋运动,从而增强了搅拌效果。夹在叶片中间的托盘还可防止停机后泥浆固相颗粒沉积于下部叶片的周围,这样使用可减小起动时沉淀物对叶片的阻力矩,从而避免了起动过载而烧坏电机。

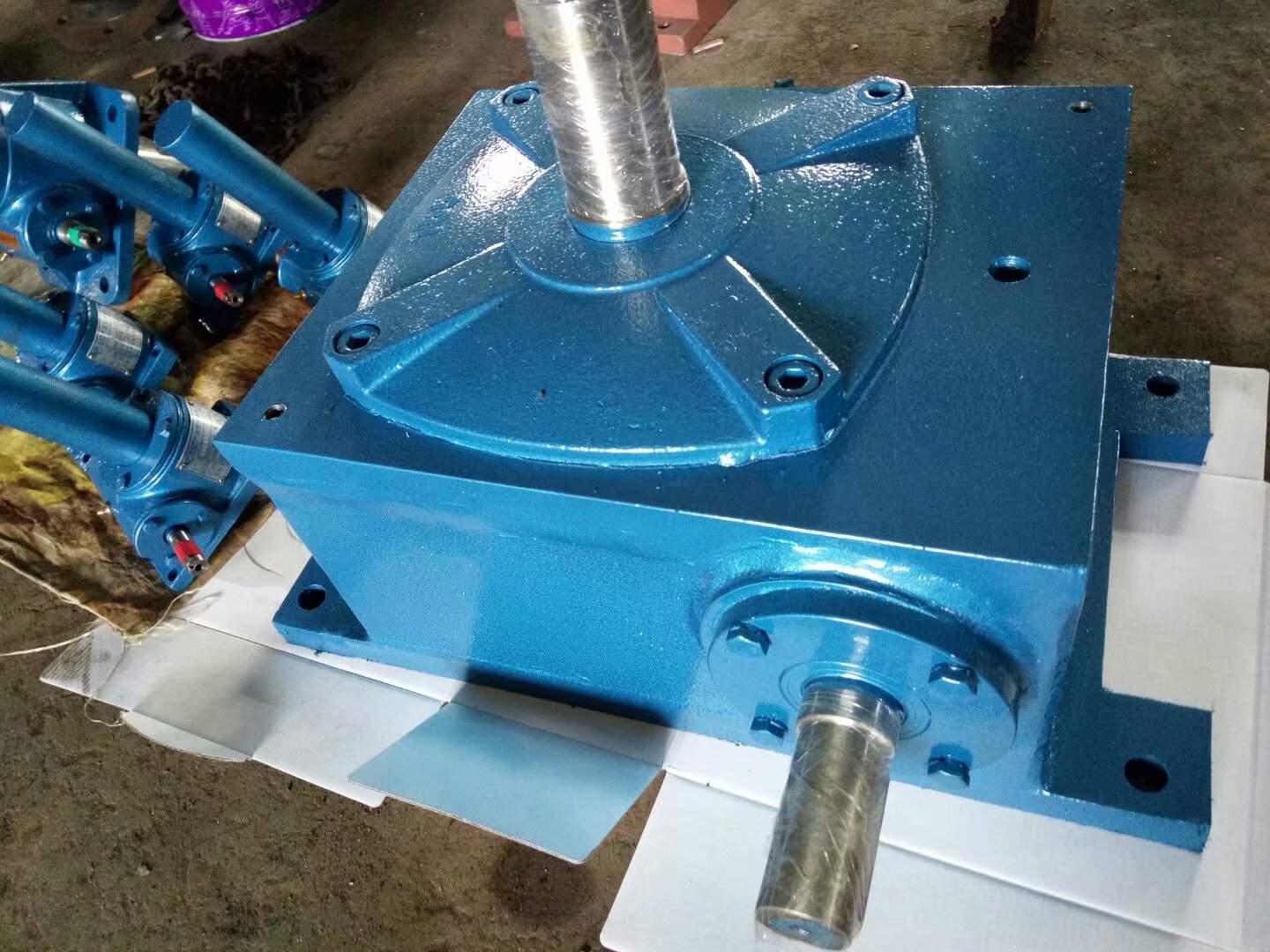
蜗轮丝杠升降机可普遍用作机械、建筑、化工、医疗等各个行业,能按 程序精确地掌控变更提高或是前进的高度,可使用电动机或是其它动力间接推动,亦可手动。蜗轮丝杠升降机于采用的过程之中会出像一些常用的故障, 小编便作为大家阐述一下蜗轮丝杠升降机常见的的问题,期望对于你有 协助。柴油机大斜齿轮磨损。通常爆发于立式加装的减速机之上,重要跟润滑油的添加量与润滑油的选择有关。立式加装时,非常难导致润滑剂油油量缺乏,如果减速机暂停运行时,电机与加速机间传动齿轮油外流,车轮得绝不到尊重的润滑剂保护,开启或是运转过程之中得绝不到精确的润滑造成机械磨损而且损毁。蜗轮磨损。蜗轮通常使用锡青铜,匹配的蜗杆材料通常用45钢淬软到HRC45一55,也常见40C:淬硬HRC50一55,经过蜗杆磨床磨削到细糙度RaO. 8 fcm,减速机稳定行驶时,蜗杆便象一把淬硬的“锉刀”,绝不停地锉削蜗轮,使蜗轮造成磨损。通常而言,这种磨损非常快,有些减速机可采用10年超过。假如磨损速度比较慢,要考量减速机的选型与否准确,与否有超负荷行驶,蜗轮蜗杆的材质,装配质量或是采用环境等原因。使用全过程:1、蜗轮丝杆升降机高速轴可两极化两往作业,其功率不准打破1500转/分。2、蜗轮丝杆升降机的作业环境温度为0℃-40℃,如果作业环境温度高于0℃时,发起后有 将润滑油加温至0摄氏度。3、蜗轮丝杆升降机的高速轴和高速轴的轴线有 和衔接部分的轴线坚决圆圈,其差错不得小于所用联轴器的答应值。4、加装糟糕之后的升降机正式采用后,有 展开负荷试飞。负荷试飞先行展开空载作业,无故障时开端读取。分下列四个阶段:阶段载荷作为额外载荷的25%。阶段载荷作为额外载荷的50%。第三阶段载荷作为额外载荷的75%。第四阶段载荷作为额外载荷的100%。每一阶段作业时的油温高不得打破80摄氏度,如果打破之后应立刻检修察看并且推断原因。

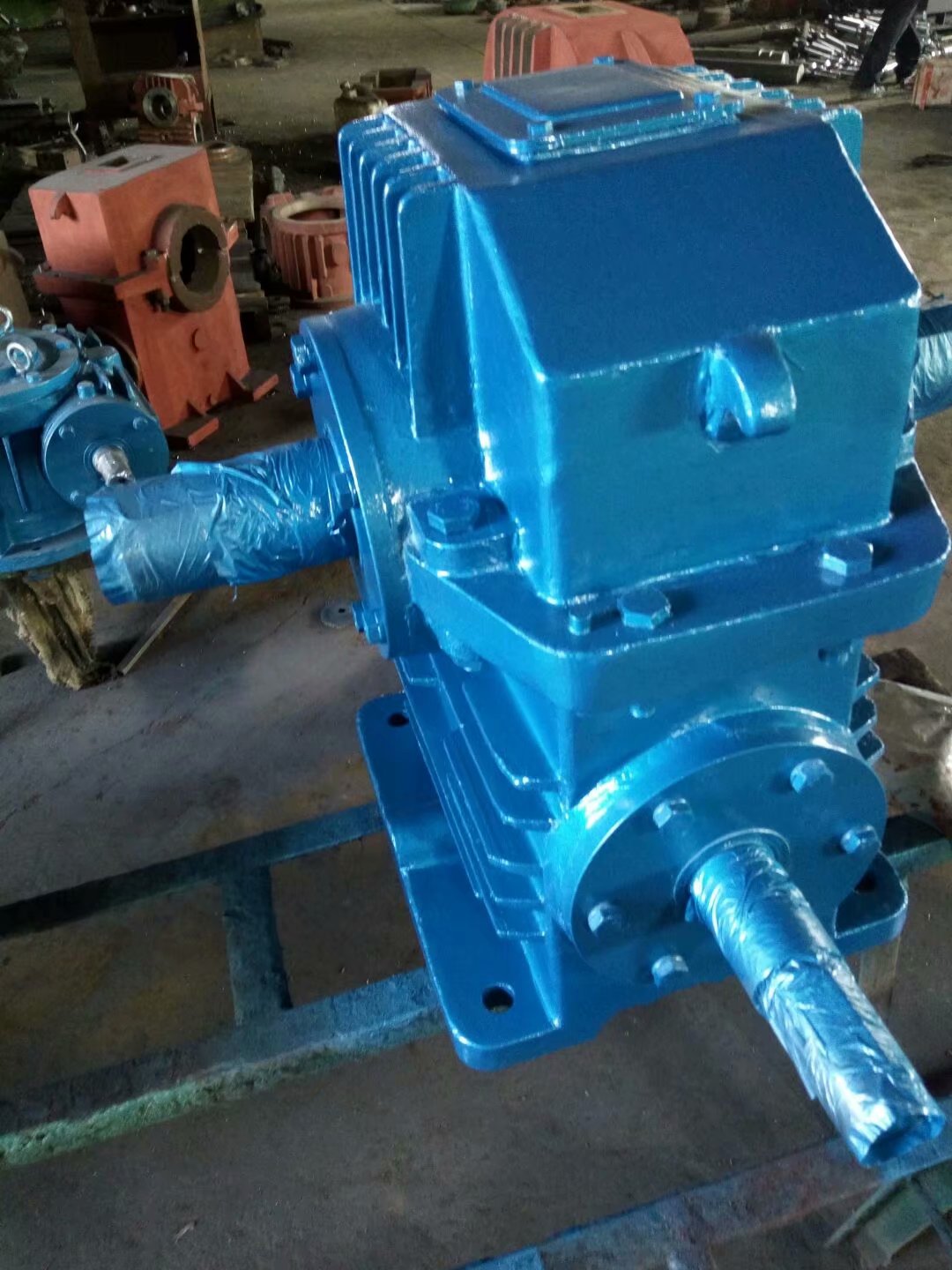
减速机在安装时,要特别注意传动中心轴线的对中,对中的误差不能超过减速机所用联轴器的使用补偿量。减速机按照要求对中之后,可以获得更理想的传动效果和更长久的使用寿命。减速机的输出轴上在安装传动件时,必须注意操作的柔和,禁止使用锤子等工具粗暴安装,最好是利用装配夹具和端轴的内螺纹进行安装,以螺栓拧入的力度将传动件压入减速机,这样可以保护减速机内部零件不会受到损坏。减速机所采用的联轴器有多种可选类型,但最好不要使用钢性固定式联轴器,这类联轴器的安装比较困难,一旦安装不当就会加大载荷量,容易造成轴承的损坏,甚至会造成输出轴的断裂。减速机的传动联接件在必要时应加装防护装置,例如联接件上有突出物或使用齿轮、链轮传动等,如果输出轴承受的径向荷载较大,也应当选用加强型。减速机的固定非常重要,要保证平稳和牢固,一般来说我们应将减速机安装在一个水平基础或底座上,同时排油槽的油应能排除,且冷却空气循环流畅。减速机的固定不好、基础不可靠是,就会出现造成、振动等现象,也会使得轴承和齿轮受到不必要的损害。

沧州宏宇石油机械是专业生产专业固控设备定制,泥浆搅拌器厂家,钻井液搅拌器已经通过美国API和ISO9001质量体系认证。欢迎广大客户来参观指导及洽谈泥浆搅拌器业务,巢湖专业固控设备定制我们将为您提供最优质的泥浆搅拌器设备及泥浆搅拌器的售后服务。
钻井液固相控制技术是保证正常钻井工艺技术实施的关键,已成为直接影响安全、优质、快速钻井和保护油气层的重要因素,是实现现代化钻井的重要手段之一。随着钻井深度和难度的不断增加,钻遇地层日益复杂,一些新型钻井工艺技术的不断涌现,特别是一些特殊地层、特殊工艺井的开采,井下先进仪器的使用、油气层保护与井壁稳定性等对钻井液的固控技术要求越来越高,而我国现有固控设备及在固控系统存在的问题,已经不能很好的满足这些要求。所以在对钻井质量要求日趋提高的现代钻井工程中起着必不可少的作用,对钻井液固控系统的研究目的和意义主要有哪些呢?解决目前钻井液固控系统存在的问题,提高钻井液固控水平:现代钻井液固相控制技术的内容主要包括固控设备和固控工艺两大部分,其中固控设备的性能和质量是固相控制技术的关键。固控设备主要有钻井液振动筛、真空除气器、钻井液除砂器、钻井液除泥器和钻井液离心机等。这些设备根据钻井工程的需要可选配组成钻井液固相控制系统,尽管固相含量可控制5%以下,钻井液的低密度性能也可按需要进行调节,在一定程度上可满足钻井固控要求,但同时又增加了井队现场维修、保养、使用和工作量消耗,系统的复杂化导致了可靠性能低,因此,研制既能满足越来越高的固控要求,又能简化结构、便与维修的新的固控系统是当前国内外固控设备发展的基本要求。
随着钻机向着深井、超深井发展,与之配套的钻井液固控系统对钻井作业所起的积极作用越来越大。钻井液的维护成本及整个钻井成本可通过采用合理的固控技术大大降低。固控系统已成为直接影响安全、优质、快速钻、保护油气层和快速搬运的重要因素。现世界各国广泛采用自 20 世纪 70 年代开始发展并逐步完善的振动筛+除砂器(或除砂清洁器)+除泥器(或除泥清洁器)+离心机这一钻井液固相控制系统模式,近年来固控设备如振动筛、除砂器、除泥器、清洁器、离心机等设备快速更新发展;同时钻井液罐也从泥浆地坑、钢制方罐发展为更为合理的圆弧底的钻井液罐等,固控系统的工艺流程也更加合理。而超深井及复杂井、大位移水平井、大斜度井等油气勘探和开发对钻机固控系统的配套和流程等也提出了更高的要求。根据国内外油田今后超深井及复杂井、大位移水平井、大斜度井等钻井要求,根据出口印尼的 ZJ90DBS 钻机的配套要求,设计研制开发了 9000 米超深井钻机的固控系统。钻机配置 4 台 35 MPa 高压泥浆泵、3 台HFF1600 泥浆泵工作和 1 台 HFF1600 泥浆泵备用的要求,ZJ90DBS 钻机固控系统由 8 个钻井液罐组成,总有效容积为 611 m3。系统符合SY/T 6276﹑ISO/CD14690《石油天然气工业健康﹑安全环保与环境管理体系》要求;工艺流程和设备符合 API 13C 及相关的标准和规范;系统耐高温、防爆、防渗漏、防腐;该固控系统采用振动筛、真空除气器、除砂器、除泥器、离心机五级净化设备,能够满足钻井液的循环、灌注、加重、药品剪切及特殊情况下的事故处理等工艺要求。



